
По функциональным признакам гидроцилиндры – это объемные гидродвигатели, предназначенные для преобразования энергии потока рабочей жидкости (РЖ) в механическую энергию выходного звена с возвратно-поступательным движением. Причем подвижным звеном может выступать как шток, так и корпус (гильза) гидроцилиндра. В зависимости от рабочего цикла, необходимых скоростей и усилий применяют поршневые гидроцилиндры разных типоразмеров и исполнений. Например, они могут быть одностороннего или двустороннего действия. В гидроцилиндрах двустороннего действия прямой и обратный ход совершается под давлением РЖ, а в гидроцилиндрах одностороннего действия обратный ход совершается под действием внешней нагрузки или пружины.
Для привода рабочих органов мобильных машин наиболее широко применяют поршневые гидроцилиндры двустороннего действия с односторонним выходом штока. Усилие на штоке и его перемещение могут быть направлены в обе стороны в зависимости от того, в какую из полостей нагнетается РЖ; обычно противоположная полость при этом соединяется со сливной гидролинией. Гидроцилиндры с двусторонним штоком применяют в основном для поворота рабочего оборудования навесных экскаваторов, при этом подвижным звеном является корпус.
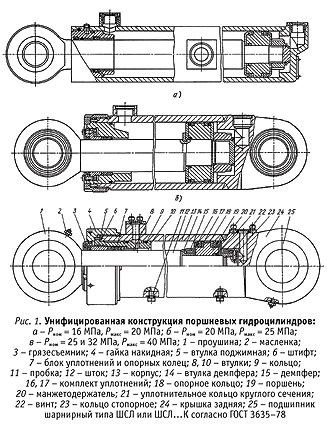
.jpg)
Поршневые гидроцилиндры двустороннего действия унифицированной конструкции предназначены для гидроприводов мобильных машин и эксплуатируются на РЖ вязкостью от 10 до 3500 мм2/c в условиях умеренного (У), холодного (ХЛ) и тропического (Т) климата. В России гидроцилиндры должны соответствовать общим техническим требованиям по ГОСТ 126514–87, ГОСТ 17411–91. Ниже приведены их основные параметры.
- Давление: номинальное Рном, максимальное Рмакс и холостого хода Рхх.
- Основные размеры: диаметр цилиндра (поршня) D, штока d, ход штока L и соотношение рабочих площадей j.
- Номинальная сила цилиндра Fном, толкающая сила Fп, тянущая Fш.
- Скорость штока цилиндра: номинальная Vном, минимальная Vмин, максимальная Vмакс.
- Коэффициент полезного действия: гидромеханический hгм и общий h, не менее.
- Ход и время торможения (указывают для гидроцилиндров, имеющих тормозные устройства).
- Масса (указывают без рабочей жидкости).
Для ориентировочных расчетов механический КПД гидроцилиндра hм можно принимать равным 0,95...0,98, при этом меньшее значение действительно для меньших значений вязкости РЖ и скорости движения штока. Скорость V, м/с, движения штока гидроцилиндра связана с расходом Q рабочей жидкости и определяется от подвода РЖ в поршневую или в штоковую полость. Если отношение диаметров поршня и штока D/d = 2, то для гидроцилиндров c односторонним штоком можно обеспечить равенство усилий и скоростей при движении в обе стороны. Для этого необходимо при выдвижении штока подводить РЖ в обе полости гидроцилиндра, а при обратном ходе – только в штоковую полость. Такой способ включения гидроцилиндра называют дифференциальным. Скорость движения штока в этом случае можно вычислить по формуле Vш = 4Q/(pd2).
По способу подвода РЖ унифицированная конструкция поршневых гидроцилиндров предусматривает два исполнения: штуцерное резьбовое для присоединения трубопроводов гидроцилиндров на Рном =16...20 МПа и фланцевое для гидроцилиндров на Рном = 25 и 32 МПа (рис. 1). Для определения соответствия чертежам и техническим условиям гидроцилиндры подвергают приемо-сдаточным испытаниям в соответствии с ГОСТ 22976–78 и ГОСТ 18464–80.
 |
На рис. 2 приведена гидравлическая схема стенда для испытания гидроцилиндров на прочность при статической нагрузке, давления страгивания и холостого хода, наружную герметичность и внутренние утечки. Перед испытанием обязательно проверяют работоспособность гидроцилиндра на холостом ходу. В качестве РЖ следует использовать гидравлические масла МГЕ46В (МГ-30) по ТУ 38-10150-79 или в зимний период МГ-15В (ВМГЗ) по ТУ 38-101479-88. Тонкость фильтрации масел: номинальная 25 мкм, при заправке бака стенда – 10 мкм. Наибольшая температура масла в баке стенда допускается не выше +65 °С для МГ-15В и не выше + 75 °С для МГЕ46В.
В связи с экономическими преобразованиями в нашей стране, а также сложившейся ситуацией, когда отдельные специализированные заводы по производству гидроцилиндров оказались в странах СНГ, возник дефицит потребности в гидроцилиндрах. Многие машиностроительные заводы, выпускающие машины и оборудование с гидроприводом, вынуждены изготавливать гидроцилиндры для собственных нужд на имеющемся металлообрабатывающем оборудовании и дополнительно изготовленной оснастке.
Без специального технологического оборудования для чистовой расточки и раскатки внутренней поверхности гильз, шлифования и полирования штоков, обеспечивающего параметры шероховатости по ГОСТ 2789–73 рабочих уплотняемых поверхностей штоков и гильз гидроцилиндров, а также последующего хромирования наружной поверхности штоков путем электролитического нанесения пленки толщиной 20...30 мкм невозможно изготовить коррозионно- и износостойкие штоки. Высота неровностей наружной рабочей поверхности штока после хромирования и полирования должна быть не более Ra 0,160 мкм, рабочей поверхности гильзы гидроцилиндра – Ra 0,320 мкм по ГОСТ 2789–73.
 |
Для унифицированной конструкции гидроцилиндров на Рном = 10, 16, 25 и 32 МПа отраслевым стандартом ОСТ 22-1417–79 предусмотрен следующий ряд наружных диаметров гильз (поршней) и штоков гидроцилиндров:
D = 30, 35, 40, 50, 63, 80,100, 110, 125, 140, 160, 180, 200, 250 мм;
d (при j = 1,6/2) = 10, 13, 15, 18/25, 22/32, 28/40, 36/50, 45/63, 50/70, 56/80, 63/90, 70/100, 80/110, 90/125, 100/140, 110/160 мм.
Для изготовления гидроцилиндров современного технического уровня и качества необходимы специальные металлообрабатывающее и гальваническое оборудование, инструмент и обученные специалисты высокой квалификации. Следовательно, организация нового производства гидроцилиндров с экологически вредным гальваническим участком потребует больших финансовых затрат. Для большинства предпринимателей путь этот труден, а то и невозможен.
В технически развитых странах компании пошли по иному пути: они широко используют комплектующие, изготовленные специализированными фирмами, которые достигли высокого технического уровня и качества изделий. Одни производители после расточки или протяжки на специальных хонинговальных станках осуществляют чистовую отделку внутренней цилиндрической поверхности гильз или наружной поверхности штоков, обеспечивая хромовое покрытие и сопротивляемость агрессивному воздействию внешней среды, другие с высокой точностью изготавливают поршни и передние втулки, третьи предлагают любые проушины и опорные подшипники.
Особое внимание уделяется подбору грязесъемников и уплотнений, а также опорно-направляющих колец, изготовители которых достигли оптимальных показателей этих элементов по их геометрии, материалам, а также последовательному расположению в уплотняющем узле. В результате основной изготовитель гидроцилиндров выполняет механообработку деталей для последующей сборки комплектного гидроцилиндра с параметрами, необходимыми заказчику. После сборки гидроцилиндр устанавливают на стенд для приемочного испытания, затем упаковывают в пластик или другую упаковку с высокой степенью защиты и направляют на склад для отправки потребителю.
Наружные диаметры цилиндров и штоков в большинстве случаев соответствуют нормативным документам. Это позволяет ремонтно-механическим заводам и другим сервисным предприятиям использовать комплектующие изделия для замены изношенных узлов и содержать в работоспособном состоянии парк машин, находящихся в эксплуатации, без изменения установочных размеров.
Новые технологии производства поршневых гидроцилиндров двустороннего действия существенно снижают финансовые затраты, сокращают время на подготовку производства, исключают необходимость применения экологически вредного гальванического процесса хромирования и утилизации отходов при хромировании штоков.
Экономически целесообразней приобретать готовые для сборки комплектующие, что позволяет отказаться от малоэффективных и трудоемких производственных операций, дает возможность сократить персонал, перевести его на сборочные работы, разнообразить выпуск гидроцилиндров различных типоразмеров по заказам потребителей.
Создание в России производств по сборке поршневых гидроцилиндров из зарубежных комплектующих актуально и очень своевременно. Сегодня подавляющее большинство заводов, производящих строительную, землеройную и дорожную технику, либо закупают уже готовую гидравлику, которая и стоит дорого, либо создают эти агрегаты сами на оборудовании, далеком от совершенства, а потому и продукция у них получается низкого качества.
Кроме раскатанных и хонингованных труб, хромированных штоков, поршней, передних втулок, проушин и опорных подшипников в Россию ввозят из-за рубежа уплотнения, без которых создать хороший гидроцилиндр невозможно. Когда говорят о невысоком качестве гидроцилиндров российского производства, в большей степени это относится к качеству именно таких компонентов.
| |

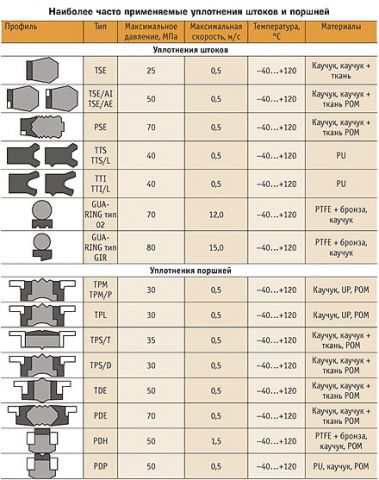
Уплотнения штоков и поршней
Чтобы обеспечить герметичность подвижных и неподвижных соединений поршневых гидроцилиндров, между металлическими поверхностями устанавливают контактные уплотнения из эластичных материалов. Из большой номенклатуры предлагаемых сегодня на рынке уплотнений важно выбрать оптимальный тип опорно-направляющих колец. Эту проблему надо решать только комплексно, с учетом требований к сопряженным поверхностям уплотняемых деталей, совместимых с рабочей жидкостью (РЖ), и других переменных факторов.
Решающее значение при выборе имеют конструкция уплотнения, свойства материала и профиль уплотнения, его способность автоматически приспосабливаться к условиям работы, поддерживая постоянную герметичность уплотнения, снижая силу трения и износ. Этого можно достичь либо при контакте уплотнения с металлическими поверхностями без давления РЖ, либо с помощью изменения уплотняющего действия, пропорционального давлению РЖ.
Известно, что профиль уплотнения оказывает решающее влияние на упругую деформацию его кромок, создавая прижимное усилие в месте контакта с металлическими поверхностями. Это важно для предотвращения или уменьшения утечек РЖ через подвижное соединение. При недостаточном усилии масляная пленка между уплотняющей кромкой и металлической поверхностью становится чрезмерно толстой, что приводит к утечкам РЖ. Чрезмерное прижимное усилие, возникающее при высоком давлении, становится причиной разрыва масляной пленки между уплотняющей кромкой и металлической поверхностью. В этом случае недостаток смазки увеличивает трение, как следствие повышается температура, а срок службы уплотнения намного сокращается. Современный профиль уплотнения рассчитывается с использованием новейших компьютерных технологий. Он может автоматически изменять радиальную нагрузку пропорционально прилагаемому давлению РЖ.
Весьма ограничено применение эластичных уплотнений из неармированного акрилонитрилбутадиенового каучука (NBR, или АБС-пластик) при высоком давлении, особенно с динамическими нагрузками. У них есть серьезный недостаток - они выдавливаются в зазор. Конечно, этого можно избежать, уменьшив зазор между металлическими подвижными деталями, но такое решение зачастую противоречит экономическим и функциональным требованиям. Поэтому уплотнения для средних и высоких давлений армируют специальными ткаными материалами, предотвращающими не только выдавливание, но и износ. Если уплотнения работают при очень высоких давлениях (более 50 МПа) или с зазором между металлическими деталями, превышающим рекомендованные значения, на них устанавливают защитное или опорно-направляющее кольцо из политетрафторэтилена (P.T.F.E), устойчивого к окислителям, щелочам, кислотам, органическим растворителям (торговые названия: фторпласт-4, фторлон-4, тефлон).
.jpg)
Переменные, которые характеризуют рабочий цикл гидравлической системы, могут оказывать заметное влияние на рабочие характеристики уплотняющих элементов. Поведение уплотнений при разных значениях давления, температуры и скорости имеет очень большое значение.
Возрастающее давление заметно сокращает срок службы уплотнений. Поэтому все материалы, используемые для их изготовления, должны быть устойчивыми к механическим воздействиям, чтобы не произошло выдавливания уплотнений в зазоры при высоком давлении и при возникновении радиальных нагрузок, вызывающих смещение штока относительно передней направляющей втулки или поршня относительно гильзы.
Очень сложно определить максимальную скорость подвижного соединения из-за большого числа влияющих факторов - рабочее давление, вязкость РЖ, чистота поверхности, устойчивость к абразивному износу материала уплотнения и др. Установлено, что оптимальное трение в уплотнении наблюдается при скоростях штока от 0,05 до 0,20 м/с. При скорости ниже 0,05 м/с толщина масляной пленки между кромкой уплотнения и металлической поверхностью недостаточна. В результате возникают высокая сила трения, быстрый износ и неравномерное движение поршня. При скорости выше 0,5 м/с может возникать гидродинамическое давление, приводящее к тому, что кромка уплотнения отходит от металлической поверхности и происходит утечка РЖ.
Авторы советуют применять уплотнения Guardex, изготовленные из эластичных материалов, специально разработанных и испытанных при скоростях до 0,5 м/с. При более высоких скоростях лучше использовать уплотнения из наполненного бронзой политетрафторэтилена (PTFE).
Уплотнения для штоков. Уплотнение типа TSE устанавливают в открытую канавку с предварительным натягом. Его применяют для герметизации штоковой и поршневой полостей гидроцилиндров. В двусторонних гидроцилиндрах на поршне следует устанавливать два уплотнения. Задняя часть уплотнения состоит из армированного тканью каучука, предотвращающего выдавливание в зазор при высоких давлениях.
При больших зазорах за уплотнением и при давлении до 50 МПа следует применять уплотнения с защитными кольцами из полиамида, устанавливаемыми по внутреннему диаметру (TSE-AI) или по внешнему (TSE-AE). В стандартном исполнении уплотнение TSE изготавливают из акрилонитрилбутадиенового каучука (NBR), но для работы в экстремальных условиях применяют и другие материалы (EPDM, FKM).
Уплотнение типа PSE специально разработано для гидроцилиндров, работающих при высоких давлениях, подверженных сильным вибрациям и динамическим нагрузкам, например для гидроцилиндров одноковшовых экскаваторов и буровых установок, а также в гидроприводах машин, в которых требуется гарантированная герметичность при широком изменении режимов работы, и прежде всего изменение рабочего давления (в гидроцилиндрах подъема стрелы кранов, крепей в шахтах).
.jpg)
Уплотнения PSE состоят из трех элементов: основной уплотнительный элемент выполнен из каучука, поддерживающий элемент - из армированного тканью каучука, защитное кольцо – из полиациталя, которое используется против выдавливания уплотнения в зазор по штоку.
Применение уплотнений типа TTS является недорогим, но в то же время универсальным решением, пригодным для большинства стандартных гидроцилиндров. Оно представляет собой манжету воротникового типа с симметричным профилем, выполненную из полиуретана Technoland. Этот материал разработан по специальной технологии и характеризуется высокой эластичностью, устойчивостью к выдавливанию в зазор, стойкостью к изнашиванию и низкой остаточной деформацией.
Уплотнение TTS/L имеет дополнительную кромку, снижающую проникновение воздуха в штоковую полость гидроцилиндра при обратном ходе. На уплотнении TTS/L-AI кроме второй кромки расположено защитное кольцо против выдавливания в зазор по штоку.
Уплотнение GUA-RING тип 02 предназначено для гидроцилиндров, работающих при высоких давлениях и с высокими скоростями штоков. Уплотнение состоит из двух элементов: уплотнительного из наполненного бронзой политетрафторэтилена (PTFE) и поджимного каучукового кольца круглого сечения. Коэффициент трения материала уплотнения очень низкий, износостойкость – высокая. Уплотнение GUA-RING GIR, аналогичное по конструкции и материалам, предназначено для более высоких давлений и скоростей до 15 м/c. Уплотнение устанавливают в закрытую канавку; при необходимости рекомендуется устанавливать поджимные кольца.
Уплотнения для поршней. Применение составных уплотнений типа TPM или TPL является недорогим решением, подходящим для большинства гидроцилиндров двустороннего действия, работающих при среднем уровне давления. Оба они состоят из пяти элементов: центрального многокромочного из каучука (NBR), двух разрезных защитных колец из полиэфира и двух разрезных направляющих колец из полиацеталя. Уплотнение TPL применяют в компактных поршнях. От ТРМ оно отличается только размерами. Многокромочная форма среднего элемента повышает надежность уплотнений TPM, это особенно важно при длительных статических нагрузках, например в гидроцилиндрах стрелы и для выносных опор кранов или для установок, применяемых при капитальном ремонте нефтяных и газовых скважин.
 |
Поршневые составные уплотнения типа TPS/T и TPS/G предназначены для тяжелых режимов эксплуатации. Армирование тканью зоны подвижного контакта обеспечивает высокую механическую прочность, термостойкость и низкий коэффициент трения.
Защитные кольца (а) или направляющие кольца (б) встраиваются в эластичные уплотнительные элементы. Такое решение обеспечивает идеальное центрирование даже при возникновении несоосности между движущимися деталями. Под давлением защитное кольцо прижимается к гильзе и компенсирует изменения радиального зазора, вызванные износом сопряженных деталей цилиндра или изменением радиальных нагрузок. Это обеспечит достаточную защиту от выдавливания уплотнения в зазор и компенсирует несоосность
Уплотнения состоят из трех частей: центрального уплотнительного элемента из акрилонитрилбутадиенового каучука (NBR) с армированием тканью зоны подвижного контакта и двух разрезных опорно-направляющих колец. Уплотнения TPS/G являются точным аналогом уплотнения ТРМ с посадочными размерами, совпадающими с TPS/T.
Уплотнение типа TDE также предназначено для тяжелых условий эксплуатации, и его рекомендуется применять вместе со штоковым уплотнением TSE-AI. Оно состоит из трех элементов: центрального уплотнительного элемента из NBR, армированного с двух сторон тканью для исключения выдавливания в зазор, и двух опорно-направляющих колец, выполняющих защитную функцию. Уплотнение устанавливают в открытую канавку со значительным предварительным натягом. Это позволяет гидроцилиндру работать под давлением до 50 МПа в диапазоне изменения температуры от –40 до +120 °С.
Поршневое составное уплотнение типа PDE принадлежит к тяжелой серии; его рекомендуется применять вместе со штоковым уплотнением PSE. PDE состоит из пяти элементов: центрального многокромочного уплотнительного элемента из каучука NBR, двух поддерживающих элементов из армированного каучука и двух опорно-направляющих колец из полиацеталя, выполняющих также функцию защитных колец. BR>
Уплотнение обладает высокой износостойкостью, низким уровнем остаточной деформации и повышенной надежностью при давлении до 70 МПа в широком диапазоне изменения температур.
Малогабаритные уплотнения PDH и PDP специально созданы для высокого давления и скорости штока до 1,5 м/c с повышенной износостойкостью и надежностью в широком диапазоне рабочих условий, а также с низким уровнем остаточной деформации. Уплотнения состоят из четырех деталей: центрального уплотнительного элемента из политетрафторэтилена, наполненного бронзой, профильного поджимного кольца из каучука NBR и двух защитных колец из полиацеталя. Уплотнение PDP – это экономичная замена PDH, у которого центральный элемент изготавливается из полиуретана technoland.
Журнал ""